Conventional, Swiss, and live-tooling lathes — matched to the right partner shop in Mexico.
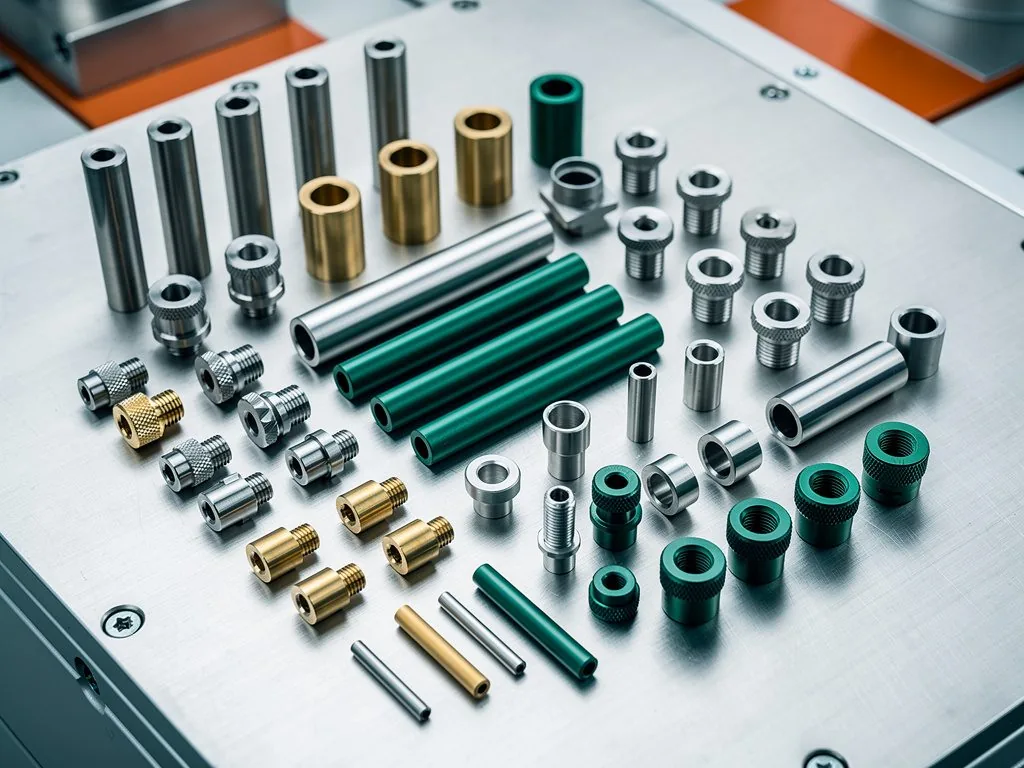
Shafts, pins, fittings, bushings, threaded parts — cylindrical components from prototype through high-volume production. We coordinate engineering review, supplier selection, inspection, and logistics across our network of qualified Mexican turning shops — so you get one quote, one PO, one accountability. Every project includes a free DFM review.
Round parts, matched to the right lathe.
Turning is not one process — it is four. A 0.5 mm contact pin runs on a Swiss-type CNC. A 600 mm flange runs on a large-envelope conventional lathe. A shaft with a flat and cross-hole runs on a C-axis live-tooling lathe. A high-volume threaded fitting runs on a sub-spindle bar-fed cell. You do not have to know which is which. Send the file, we match it to the right partner shop, we sign off the inspection report before you do.
We check concentricity callouts, thread specs, surface finish requirements, and whether live tooling can collapse a second setup — before the partner shop quotes.
A 0.020" Swiss screw goes to a different partner than a 24" pump body. We know which lathe is right for your part — you do not have to.
Inspection reports, material certs, thread gauging records, customs paperwork, and delivery to your U.S. dock — consolidated under one Certificate of Conformance from GPW.
Specs that procurement can paste straight into the BOM.
The envelope below covers what our partner network handles routinely. Tighter requirements? Tell us — specific shops in our network handle Swiss precision and large-envelope conventional turning.
Four machine classes — matched to your part.
Different parts require different lathes. Our network covers all four common classes — we route your job to the partner with the right equipment.
3-Axis CNC Lathe with C-Axis & Live Tooling
The workhorse of our network. Turns the OD/ID, and with live tooling can mill flats, drill cross-holes, cut keyways, and tap threads — all in a single setup. Best for shafts and fittings with off-axis features that would otherwise need a second milling operation.
2-Axis CNC Lathe
Pure turning — OD, ID, threading. Lowest cost per piece for parts with no off-axis features. Large-envelope shops in this class go up to 24" OD.
Swiss-Type CNC
Bar-fed, sliding-headstock lathes for small precision parts (down to 0.020" / 0.5 mm). Ideal for medical screws, electrical contacts, dental components — high-volume with tolerances down to ±0.0002".
Twin-Spindle / Sub-Spindle
Two spindles working in coordination — the part transfers from main to sub-spindle for backside operations. Done-in-one production for threaded fittings and high-volume turned parts.
Six categories of turned part.
If your part is predominantly round, it falls into one of these. Send the drawing — we route it to the right partner shop.
Shafts & Axles
Motor shafts, drive shafts, spindles, idlers, and rollers. Concentricity and runout controlled to your spec — live tooling adds keyways, flats, and cross-holes in the same setup. Heat-treated and ground when surface or hardness specs require it.
Pins & Dowels
Locating pins, hinge pins, alignment dowels. Ground to tight diameter tolerances when required.
Bushings & Spacers
ID/OD concentric for press-fit or slip-fit assembly. Bronze 932, Delrin, and bearing-grade alloys.
Fittings & Couplings
Threaded fittings, quick-connect adapters, pipe nipples, hydraulic couplings — all standard thread forms with go/no-go gauging.
Connectors & Contacts
Electrical connectors, RF contacts, terminal pins, SMA bodies in brass C360 and copper.
Pulleys & Rollers
Grooved pulleys, guide rollers, idler wheels with bearing seats. Steel, aluminum, or bronze.
Custom Screws & Standoffs
Custom bolts, studs, threaded inserts, standoffs — high-volume Swiss for medical, electronics, and OEM hardware.
Material drives cycle time. Cycle time drives cost.
Free-machining grades (C360 brass, 12L14 steel, 303 stainless) turn faster and cleaner than their standard counterparts — significant cost savings on high-volume runs. Our partner network specializes accordingly.
Free-Machining (Best Value)
3 gradesStandard / Performance
7 families5 steps from RFQ to delivery.
Submit RFQ
Drawing or CAD with diameter, length, material, threads, runout, and concentricity callouts. Note bar-stock vs chuck-held parts.
DFM + Match
GPW engineering reviews within 48–72 hours. We match your part to the right lathe class — conventional, Swiss, live-tooling, or sub-spindle.
First Article
Partner shop turns the first part. Dimensional report covers diameters, lengths, threads (gauged), runout, and concentricity. GPW signs off before you do.
Production Run
Full batch with in-process checks at defined intervals. Final inspection per drawing. Material certs and thread gauging records included.
Finish + Ship
Passivation, plating, anodizing, marking per spec. Customs cleared, consolidated, delivered to your U.S. dock under one CoC from GPW.
When to use turning. When to use milling.
Most parts need one or the other. Some need both. Here is the rule of thumb.
Industries that depend on CNC turning
CNC Turning — answered.
Turning vs milling — how do I know which one my part needs?
If your part is primarily round (shafts, pins, fittings, bushings), turning is the primary process. If it has complex flat or angular features, milling is primary. Many parts combine both. Upload your drawing and we will recommend the right approach.
Can you combine turning and milling in one setup?
Yes. Partner shops in our network with C-axis live tooling can mill flats, drill cross-holes, cut keyways, and tap threads without removing the part from the chuck. This improves accuracy and reduces cost compared to two separate setups.
What surface finish can you achieve?
Ra 1.6 µm (63 µin) standard as-turned. Ra 0.8 µm with finish pass. Ra 0.4 µm achievable with secondary finishing. For mirror-finish requirements below Ra 0.2 µm, we add cylindrical grinding as a secondary operation.
What thread types do you offer?
UNC, UNF, metric (M-series), ACME, Buttress, NPT/NPTF, BSPP/BSPT, and custom thread forms. Thread gauging (go/no-go) on every threaded part. API 5B / 5CT threading available through licensed partner shops on request — required for downhole oilfield components.
Do you handle Swiss-type precision turning?
Yes. Swiss is the right machine class for small precision parts — diameters from 0.020" (0.5 mm) up to 1.25" (32 mm), tolerances to ±0.0002", high-volume bar-fed runs. Common Swiss applications: medical screws, dental components, electrical contacts, RF connectors, custom standoffs.
Do you operate your own machines, or do you use partner shops?
GPW operates a network of qualified CNC turning partner shops across Mexico — conventional lathes, Swiss-type, live-tooling, and sub-spindle equipment. We handle engineering review, supplier selection, quality control, and logistics. You never coordinate with the partner shop directly. One quote, one PO, one Certificate of Conformance from GPW.
Lead times?
2–4 weeks from approval for standard materials and complexity. Expedite available for urgent needs.
Send us your drawing.
Diameter, length, material, tolerance, and thread specs. We respond within 48–72 hours with pricing, lead time, and a free DFM review — matched to the right partner shop in our network.
No minimum order · NDA available · sales@gpw-solutions.com