Precision Cabling from Prototype to Production
Global Precision Works (GPW) builds custom cable and wire harnesses to your specifications — from simple point-to-point cables to complex multi-branch harnesses with hundreds of terminations. Every harness is continuity-tested, labeled, and ready for integration.
A single faulty crimp can shut down an entire system. A mislabeled connector can turn a 30-minute installation into a 3-day troubleshooting exercise. Cable and wire harness assembly is precision work — and it requires a team that treats it as a primary discipline, not an afterthought squeezed between mechanical and electrical assembly tasks.
Why GPW for Cable Harness
Documented workmanship and inspection. 100% continuity-tested. Automated crimp validation. Harnesses optimized for integration into box build programs on the same production floor.
What Is Cable & Wire Harness Assembly?
Cable and wire harness assembly is the process of fabricating organized bundles of cables, wires, and connectors that carry electrical signals and power between components within a product. A cable harness groups individual wires into a structured bundle — routed, secured, and terminated — so that it can be installed as a single unit during product assembly.
An AI server rack OEM ships GPW a cable drawing package specifying 47 unique harnesses per rack — including power distribution cables, high-speed data interconnects, management network cables, and fan power leads. GPW fabricates all 47 harnesses, continuity-tests each one, labels both ends per the drawing, and delivers them as a complete kit ready for rack-level integration.
Why This Matters for OEMs
Pre-built harnesses eliminate the variability that comes with point-of-use wiring during final assembly. When an operator installs a tested, labeled harness, the wiring step becomes a mechanical task — plug in, route, secure — instead of a skill-dependent operation that varies from technician to technician. This consistency reduces assembly time, lowers defect rates, and makes quality auditing straightforward.
How Does GPW Build Cable Harnesses?
Every cable harness program at GPW follows a four-step process designed to eliminate the two most common failure modes in cable assembly: incorrect terminations and untested harnesses reaching the production floor.
Harness Design Review & Process Planning
GPW's engineering team reviews cable drawings or specifications for manufacturability before quoting. This review evaluates wire gauge and type selection, connector compatibility, routing feasibility, bend radius compliance, and termination method suitability.
If the customer provides a sample harness rather than formal drawings, GPW reverse-engineers the harness and produces a documented drawing package — capturing every wire, pin assignment, connector type, length tolerance, and labeling requirement.
A production-ready harness drawing package with documented assembly instructions, termination specifications, and quality criteria.

First Article Build & Harness Validation
GPW builds first article harnesses before committing to production volume. The first article build validates every specification: wire lengths, termination quality, connector fit, labeling accuracy, routing paths, and test protocol execution.
Each first article harness undergoes the full test suite — continuity, insulation resistance, and Hi-Pot (when specified). Physical validation confirms that connector housings seat properly, cable bundles fit within routing channels, and strain reliefs hold under expected load conditions.
Validated harness design with documented test results and a finalized process plan.
Production Assembly
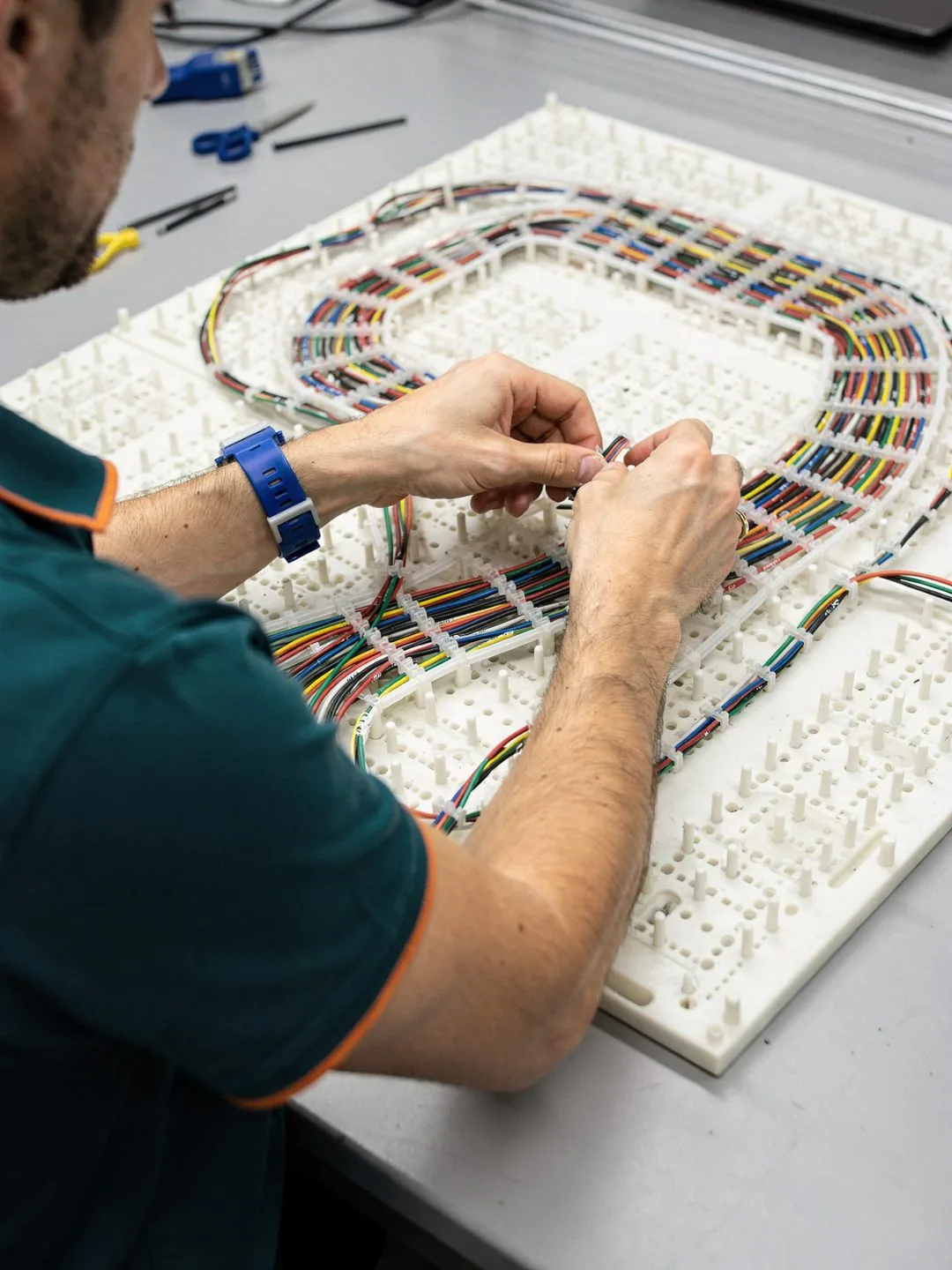
Production harness assembly follows the validated process plan across dedicated workstations equipped with harness boards, crimping tools, soldering stations, and labeling systems.
The assembly sequence: cut and strip wires to specified lengths, apply terminal crimp with calibrated tools, insert terminals into connector housings per the pin assignment diagram, route and secure the bundle using specified protection, and apply identification labels at both ends.
GPW maintains calibrated tooling for every connector family in production. Crimp tools are validated using cross-section analysis at program start and verified on a scheduled basis throughout the production run.
Harnesses assembled to specification with documented process compliance at every station.
Testing, Inspection & Delivery
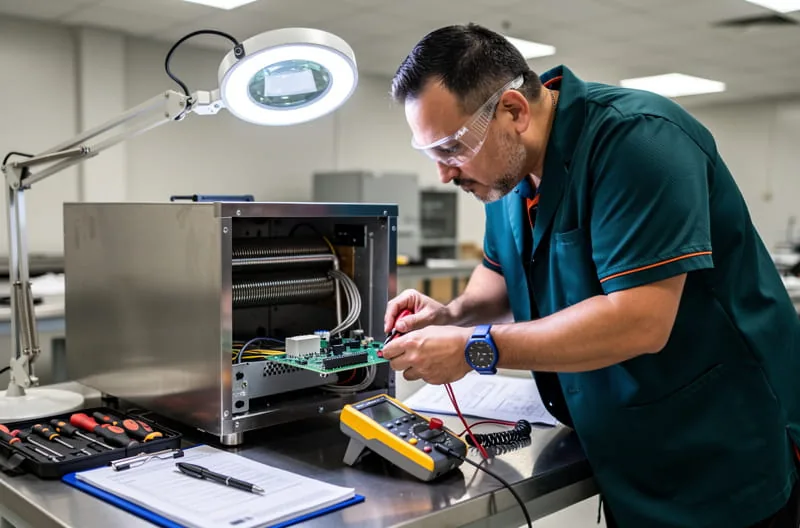
Every harness GPW produces is tested before shipment:
Each tested harness receives a unique serial number tied to its test results. For programs where harnesses integrate into box build assemblies, GPW delivers harnesses directly to the assembly line — kitted per unit, labeled per station.
Every harness is tested, serialized, and documented before reaching the assembly floor or shipping dock.

Your Cable Drawings. Our Production Floor.
Tested Harnesses, Delivered on Schedule.
Submit your harness specifications and GPW's engineering team will respond with a detailed design review and quote within 48–72 hours.
Request a Quote Request a QuoteWhere Are Custom Cable Harnesses Used?
Cable and wire harnesses are a universal component — every industry GPW serves requires them. The differences lie in specifications: wire gauge, shielding, connector types, environmental ratings, and testing protocols.
Shielding practices developed for medical device harnesses improve the signal integrity of telecom cables. Crimp validation protocols from automotive programs strengthen the quality baseline for all production. Every industry makes GPW better at cable assembly for every other industry.
What Does GPW's Cable Harness Capability Include?
- From simple 2-wire point-to-point cables to multi-branch harnesses with 200+ terminations
- Prototype builds of 5-10 units through 50,000+ harnesses/month
- First article harnesses in 1-2 weeks from drawing approval
- Production ramp in 2-4 weeks
- Wire types: Stranded, solid, shielded, coaxial, twisted pair, multi-conductor
- Wire gauges: AWG 30 through AWG 4
- Termination: Crimping, soldering, ultrasonic welding
- Connectors: Molex, TE Connectivity, JST, Amphenol, Deutsch, custom
- Protection: Heat shrink, braided sleeving, spiral wrap, corrugated loom, conduit
- Labeling: Thermal transfer, laser-marked sleeves, color-coded bands
- 100% automated continuity testing with custom fixtures
- Insulation resistance measurement
- Hi-Pot testing (dielectric withstand)
- Crimp pull-force validation against documented criteria
- Cross-section analysis for crimp quality verification
When GPW builds both the harnesses and the final assembly, cable specifications are optimized for installation — lengths match routing paths, connectors are oriented for ergonomics, and labeling aligns with station-level work instructions.
GPW vs. Typical Cable Shop
| Aspect | Typical Cable Shop | GPW |
|---|---|---|
| Core model | Cable assembly only — standalone vendor | Integrated — harnesses built for box build and system programs |
| Design support | Build to print only | Design review, DFM recommendations, reverse engineering |
| Integration path | Ships harnesses to customer | Delivers directly to GPW's assembly line or ships to customer |
| Testing scope | Basic continuity (often manual) | Automated continuity + Hi-Pot + insulation resistance + crimp validation |
| Tooling | Operator-maintained tools | Calibrated tooling program with scheduled validation |
| Traceability | Lot-level at most | Serial-level traceability tied to test records |
The integration advantage is significant for OEMs who need both harnesses and assembly. When GPW builds the harnesses and performs the box build, the harness specifications are optimized for installation — cable lengths match the actual routing paths, connectors are oriented for assembly ergonomics, and labeling matches station-level work instructions.
Cable Harness
Assembly FAQ
Every harness GPW produces passes automated continuity testing before leaving the production floor. Testing fixtures verify every pin-to-pin connection against the wiring diagram simultaneously, flagging opens, shorts, and miswires. Crimp quality is validated through pull-force testing and periodic cross-section analysis, following documented workmanship and inspection criteria.
Yes. GPW's engineering team reviews customer cable drawings for manufacturability before quoting. The review evaluates connector compatibility, wire gauge selection, routing feasibility, and termination method suitability. If a customer provides a sample harness instead of formal drawings, GPW reverse-engineers it and produces a documented drawing package for production.
GPW builds harnesses using wire gauges from AWG 30 (fine signal wire) through AWG 4 (high-current power cables). Supported connector families include Molex, TE Connectivity, JST, Amphenol, and Deutsch. Custom connectors are supported when the customer provides specifications and approved components.
Yes. A significant portion of GPW's harness production feeds directly into box build and system integration programs on the same production floor. This integration means harness specifications are optimized for the actual assembly — cable lengths match routing paths, connector orientation supports installation ergonomics, and labeling aligns with station-level work instructions.
Every harness follows documented workmanship and inspection standards covering crimping, soldering, wire preparation, cable protection, and marking. GPW applies a default workmanship class as the baseline and a higher-reliability class for demanding programs — such as aerospace and medical device applications — aligning to the quality requirements each customer program defines.
GPW typically delivers first article harnesses in 1-2 weeks from drawing approval, with production ramp in 2-4 weeks. Complex harnesses with custom connectors or specialized testing requirements may extend the timeline. Engineering provides a detailed schedule as part of every RFQ response.
GPW does not enforce a fixed minimum. Programs range from prototype builds of 5-10 harnesses to sustained production exceeding 50,000 harnesses per month. The engineering team evaluates each project on complexity, tooling requirements, and volume projections — not arbitrary quantity thresholds.
Start Your Cable Harness Program
Whether you have formal cable drawings ready for quoting or a sample harness that needs reverse engineering and documentation, GPW's engineering team is ready to review your project. Submit your specifications and receive a detailed design review and proposal within 48–72 hours.
Request a Quote Request a QuoteNo commitment. No minimum order. Engineering-driven quoting — not a generic sales estimate.